孝感市精衡機械設備有限公司
聯系電話:13971970991
聯系電話:15007109281
地址:湖北省孝感市長興三路中材建科產業園
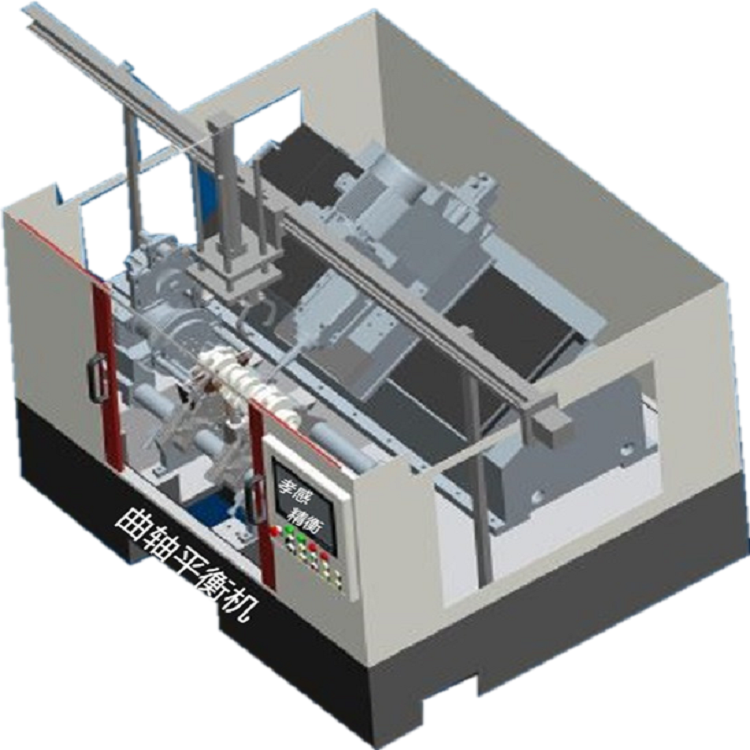
全自動曲軸平衡機(德國高速鉆)
技術協議
甲方:
乙方:孝感市精衡機械設備有限公司
乙方提供甲方一臺全自動曲軸平衡機,該設備為交鑰匙工程,乙方負責設備開發設計、制造、運輸、安裝調試及使用培訓,直到設備的交付使用,經雙方友好協商達成技術協議如下:

一、設備名稱:曲軸自動平衡機一臺
二、設備型號;AQZH-30
三、設備概述:
本機是為曲軸設計制造的專用曲軸自動平衡去重機,用于曲軸動平衡去重要求。該設備為單工位平衡去重,由曲軸平衡機、兩坐標數控鉆床、升降托架、微量潤滑冷卻及氣動清潔裝置、安全防護裝置、氣動系統、吸塵及排屑裝置和計算機測控系統組成。為了突顯環保理念,本機采用了微量潤滑冷卻的新技術,很好的改善了工件旋轉的潤滑和高速鉆孔的冷卻質量。
本機另一個特點是采用了陶瓷軸瓦,具有如下特點:
1、 高硬度、具有較好的耐磨性。
2、 自潤性,保護曲軸主軸頸避免劃傷。
3、 更換快捷,不用研磨軸瓦。
其工作流程如下:將曲軸定向吊放至升降托架上,關閉防護門,噴油霧進行微量潤滑,同時升降托架下降,曲軸定位放置在曲軸平衡機支承軸瓦上,動平衡機啟動并自動測量,顯示出曲軸兩端不平衡量的大小和相位、相應平衡塊上的校正孔數量、方位和深度。測量完畢后,壓緊裝置壓緊曲軸。根據測量結果數控鉆床在伺服系統控制下,由左至右依次移動并停在相應平衡塊方位,同時平衡機主軸在伺服系統控制下帶動曲軸轉動,使平衡塊去重位置依次對準鉆床鉆頭后,校正鉆床和壓緊臂壓緊曲軸并按孔深進行自動鉆孔校正,同時鉆頭的微量冷卻系統和吸霧器啟動對鉆頭進行冷卻并對油霧吸取。校正完成后鉆頭潤滑停止,鉆頭退回,壓緊裝置松開,平衡機再次運轉進行復檢。如補平衡量過大一次不合格,則進行第二次校正,二次校正后再次復檢,合格后,托架上升,放置新工件,繼續進行第二根曲軸的平衡測量操作。如二次平衡校正后仍超差,設備自動停機報警,取下曲軸放到不合格隔離區,設備繼續進行其他曲軸的自動加工。本設備所有動作在啟動后全部由計算機測量及伺服控制系統自動完成,操作簡單、使用方便、安全可靠。人性化的中文(英文)操作界面,可任意設定校正半徑,鉆孔直徑,鉆孔間距及******鉆孔深度等參數,亦可動態顯示鉆孔深度。另外,本機針對不同型號工件更換方便,只須調出相應菜單,按照標尺刻度調整支承間距,更換相應軸瓦即可。
四、機床主要規格參數
1.曲軸******重量: 30kg
2.曲軸材料: 鑄件或者鋼件
3.初始不平衡量: 小于600gNaN
4. 不重復裝夾重復測量標準曲軸: ≤3g.cm
5. 重復裝夾測量標準曲軸: ≤3g.cm
6. 不平衡量減少率:一次≥90%,二次校正率≥99.9%
7. 校正鉆孔直徑: φ6-φ15mm
8. 回轉直徑 ≤250mm
9. 鉆孔******深度: 40 mm(根據需要可在菜單上設定)
10. 適應曲軸長度范圍: 50-750mm
11. 軸瓦支撐距離: 350-700mm
12. 生產節拍: ≤3分鐘(含上、下料30秒)
13. 平衡轉速: 270-500rpm
14. 鉆孔角度: 90度
15. 精度要求: gNaN
16. 軸頸支承: 1-5頸
17. 重復測量角度精度 ≤±3度
18.排屑采用前排方式
五、設備組成
1. 平衡機主機1臺
2. 計算機測量系統及伺服控制系統 1套
3. PLC 1套
4. 去重裝置1套
5. 上、下料托架裝置1套
6. 潤滑系統1套
7. 氣動系統(含增壓及過淲系統)1套
8. 吸霧裝置1套
9. 排屑裝置1套
10. 安全防護裝置1套
六、主要部份結構簡介:

1. 曲軸動平衡機
1.1、 結構型式:框架結構。
1.2、 支承方式:多點半瓦滑動支承,微量潤滑,氣流噴射清潔去鐵屑,保證與工件軸頸接觸的部位沒有鐵屑。軸瓦采用國際先進的陶瓷軸瓦。
1.3、 平衡轉速:270-500rpm由制造商設定一種合適的平衡轉速。
顯示方式:在TFT屏幕上用漢字(英文)和極座標圖形顯示曲軸兩端不平衡量大小和相位;以表格形式顯示曲軸相應平衡塊上的校正孔數量、方位和深度。

2. 單頭數控鉆床:
2.1、結構:由縱、橫向直線導軌、滾珠絲桿、十字滑臺和小型專用單頭單軸機械動力頭組成。
2.2、校正方式:高速鉆孔去重,采用微量潤滑技術對鉆頭進行潤滑和冷卻。鉆孔位置和深度由計算機控制,曲軸校正分度精度:≤1°。
2.3、鉆孔直徑: ф6-ф15mm(可定制)
2.4、******鉆孔深度: 40mm (根據需要可在菜單上設定)
2.5、鉆頭形式:合金鉆頭。
2.6、切削用量:進給速度:≤0.2 mm/rpm(可調)
2.7、自動排屑
3. 計算機測量及PLC控制系統
3.1、計算機:研華工業控制計算機,采用TFT15″液晶顯示。
3.2、標定:采用標準曲軸和規定試重,用影響系數法按操作步驟由計算機自動進行運算。
3.3、電氣補償:采用0°~180°方法由計算機自動補償。
3.4、專用程序:測量、補償、標定、量程自動切換、矢量分解、不平衡量--鉆深函數變換、優化校正、平衡塊半徑自動檢測及孔深補償和統計等。
3.5、動作控制:采用PLC及伺服系統完成,實現本機的自動工作。

4. 升降托架:該托架為曲軸在設備上的上下料輔助機構,同時保護軸瓦免受損傷。
5. 安全防護裝置(選裝):該裝置關閉后,機器方能運轉,保證人身安全。防護等級按ISO7475/DIN45690的標準設計,防護等級為C級。配有三色燈報警裝置。
6. 吸霧和排屑裝置:采用專用后排屑器和積屑推車,用以清除積屑,配以強力吸塵器吸取粉塵和油霧并進行分離,達到室內排放標準。
7. 氣動系統:氣源壓力0.4~0.6Mpa。它為鉆削主軸氣動密封、平衡機框架的鎖緊和松開、壓緊臂進退和平衡機支承軸瓦及壓緊臂壓塊的清潔提供動力和氣源,乙方自行配備儲氣罐和過濾裝置。
8. 刀具:液壓刀柄HSK50接口,刀柄夾持內徑φ20mm,通過變徑套轉換,液壓刀柄一個,變徑套一個,合金鉆頭一支,必須具備斷屑功能,加工完成后平衡孔不允許出現毛刺。
9. 數控系統:系統參數及加工程序等需設立密碼保護。
10. 機床與工件接觸的部位需要做好防護,防止出現劃痕、碰傷等質量問題。
11. 機床必須采用全密封設計,不允許出現三漏現象。
12. 電柜內有照明設備和文件存放盒,配有機玻璃板可視窗口。電柜防護等級為IP54。
13. 安全、防護、維修、關鍵注意部位要有文字和符號標識。
14. 機床需有安全警示標牌、潤滑指示牌。
15. 預驗收前乙方調試設備時,甲方提供曲軸60~80件作為調試和預驗收用。
16. 終驗收期間乙方需無償協助甲方進行機床連線所需的調試工作。
17. 按照甲方要求用甲方工件配制一支曲軸標準軸。
七、節拍分析
關閉防護門、啟動、托架降、測量運轉及停機(20")→周向定位、鎖緊,鉆床移至第一孔(5")→快進(2")→對刀(1")→鉆第一孔(6")→周向定位(2")→鉆第二孔(6")→周向定位(2")→鉆第三孔(6")→滑臺快退(2") →周向定位、鎖緊,鉆床移至至第四孔(5")→快進(2")→對刀(1")→鉆第四孔(6")→滑臺快退(2")
→復測運轉(16")→托架升(2")。
合計:測量、平衡校正、復測共計:86"
八、設備主要外購件品牌
序號 | 名 稱 | 品牌要求 |
1 | PLC控制器 | OMRON |
2 | 工業控制計算機 | 研華 |
3 | 測量控制系統 | 孝感精衡公司 |
4 | 伺服系統 | 日本三菱 |
5 | 直線導軌 | 上銀 |
6 | 軸承 | NSK |
7 | 氣動系統 | 亞得客 |
8 | MQL微量冷卻 | 多普賽 |
9 | 機床潤滑系統 | 南京貝奇爾 |
10 | 排屑系統 | 博納 |
11 | 專用刀柄和刀具 | 孝感精衡公司 |
12 | 專用軸瓦 | 陶瓷(定制) |
13 | 油霧收集系統 | BODHI |
14 | 繼電器各種開關 | 施奈德,OMRON |
15 | 按鈕、指示燈 | 施奈德 |
16 | 空調 | 國產優質品牌 |
17 | 滾珠絲杠 | 上銀 |
九、文件資料
序號 | 名 稱 | 數量 | 內容 |
1 | 裝箱單 | 1份 | 包含隨機備件明細及隨機資料清單 |
2 | 設備出廠合格證 | 1份 | |
3 | 設備精度檢驗報告 | 1份 | |
4 | 使用說明書 | 3本 | 含液壓原理圖及元件明細 |
5 | 機械圖紙 | 3本 | 包含工裝、夾具部分的圖紙 |
6 | 電氣使用說明書 | 3本 | 含電氣元件清單 |
7 | 電氣線路圖 | 3本 | 必須和現場實際線路相符合 |
8 | PLC梯形圖打印版 | 3本 | 要求有注釋 |
9 | 設備用數控系統說明書 | 1套 | 包含系統使用手冊、參數手冊、維修手冊等 |
10 | 外購件使用說明書 | 1套 | 如:冷氣機、變頻器、光柵尺、排屑器、儀表等 |
11 | 以上資料電子版(光盤) | 1套 |
十、隨機易損件清單
序號 | 名 稱 | 規格型號 | 數量 | 單價 | 合 價 | 備注 |
1 | 編碼器 | 無錫 | 1 | |||
2 | 傳感器 | CSC-1 | 2 | |||
3 | 橡皮泥 | 2 | ||||
4 | 工具 | 1套 |
十一、設備驗收
設備驗收分為預驗收和終驗收兩部分:
1、預驗收由甲方派人到乙方的設備制造廠進行。
1.1設備調試完成后,對機床的外觀、靜態精度驗收。
1.2重復測量50次,不平衡變化范圍≤3gNaN。
1.3測量50次(20g砝碼分別測量),不平衡變化不范圍≤3gNaN,不平衡量角度范圍誤差≤3度。
1.4連續加工10支,滿足甲方提供的技術圖紙要求,所有試件包裝完好后隨設備返還買方。
1.5預驗收過程中,乙方負責對甲方驗收人員進行設備操作和維護方面的培訓。
1.6預驗收時所需的刀具、工裝、量檢具、輔料和消耗品均由賣方提供
1.7預驗收合格后雙方簽訂預驗收報告。
1.8預驗收結束后,賣方需按照雙方簽訂的預驗收紀要進行整改,整改完成后發貨,在發貨前機床必須清理干凈。
2、終驗收在甲方現場進行
2.1賣方在接到買方安裝現場準備就緒通知后3天內派人員到甲方現場核對貨物并負責設備就位和安裝指導。甲方負責進行設備的就位,乙方方負責設備安裝調試,需對設備安裝、調試的正確性負全部責任。
2.2乙方自備安裝調試所需的專用工具。
2.3甲方提供安裝調試現場所需的設備電源、壓縮空氣、供水等的準備工作,調試運行所需微量潤滑油和潤滑油等開機介質由乙方準備。
2.4終驗收所需刀具、夾具等全部工裝和專用工具均由乙方負責,待終驗收完成后移交給甲方。如因乙方原因導致刀具過多損耗或損壞,所產生的費用由乙方承擔。
2.5重復測量50次,不平衡變化不范圍≤3gNaN。
2.6測量50次(20g砝碼分別測量),不平衡變化不范圍≤3gNaN,不平衡量角度范圍誤差≤3度。
2.7乙方按培訓計劃負責對甲方人員進行設備使用和維護方面的技術培訓。
2.8上述條件全部具備后,雙方開始終驗收,簽訂終驗收紀要和終驗收報告。
十二、質保售后
設備提供保修一年,自設備終驗收之日算起;設備終身提供技術支持;
設備正常使用后如發現故障,賣方維修人員應在12小時內給予答復;需要現場維修時,賣方維修人員必須在48小時內趕到買方現場。
-
上一個:液力變矩器自動平衡機(歐美技術)
-
下一個:液力變矩器平衡機(歐美技術)
